资讯动态
紧固件成型工艺中,冷镦(挤)技术是一种主要加工工艺。冷镦(挤)属于金属压力加工范畴。在生产中,在常温状态下,对金属施加外力,使金属在预定的模具内成型,这种方法通常叫冷镦。实际上,任何紧固件的成型,不单是冷镦一种变形方式能实现的,它在冷镦过程中,除了镦粗变形外,还伴随有正、反挤压、复合挤压、冲切、辗压等多种变形方式。因此,生产中对冷镦的叫法只是一种习惯性叫法,更确切地说,应该叫做冷镦(挤)。冷镦(挤)的优点很多,它适用于紧固件的大批量生产。它的主要优点概括为以下几个方面:
①钢材利用率高。冷镦(挤)是一种少、无切削的加工方法,如加工杆类的六角头螺栓、圆柱头内六角螺钉。采用切削加工方法,钢材利用率仅在25%~35%,而用冷镦(挤)方法,它的利用率可高达85%~95%,仅是料头、料尾及切六角头边的一些工艺消耗。
②生产率高。与通用的切削加工相比,冷镦(挤)成型效率要高出几十倍以上。
③机械性能好。冷镦(挤)方法加工的零件,由于金属纤维未被切断,因此强度要比切削加工的优越得多。
④适于自动化生产。适宜冷镦(挤)方法生产的紧固件(也含一部分异形件)基本属于对称性零件,适合采用高速自动冷镦机生产.也是大批量生产的主要方法。
总之,冷镦(挤)方法加工紧固件、异形件是一种综合经济效益相当高的加工方法,是紧 固件行业中普遍采用的加工方法,也是一种在国内、外广为利用、很有发展的先进加工方法。因此,如何充分利用、提高金属的塑性、掌握金属塑性变形的机理、研制出科学合理的紧固件冷镦(挤)加工工艺,是本文的目的和宗旨所在。
(1)金属变形
1)金属变形的概念
变形是指金属受力(外力、内力)时,在保持自己完整性的条件下,组成本身的细小微粒的相对位移的总和。
2) 金属变形的种类
①弹性变形。金属受外力作用发生了变形,当外力去掉后,恢复原来形状和尺寸的能力,这种变形称为弹性变形。
弹性的好坏是通过弹性极限、比例极限来衡量的。
②塑性变形。金属在外力作用下产生永久变形(指去掉外力后不能恢复原状的变形),但金属本身的完整性又不会被破坏的变形称为塑性变形。
塑性的好坏通过伸长率、断面收缩率、屈服极限来表示。
3)金属塑性及变形抗力
①影响金属塑性及变形抗力的主要因素
金属的塑性及变形抗力的概念:金属的塑性可理解为在外力作用下,金属能稳定地改变自己的形状而质点间的联系又不被破坏的能力。并将金属在变形时反作用于施加外力的工模具的力称为变形抗力。
影响金属塑性及变形抗力的主要因素包括以下几个方面:
a.金属组织及化学成分对塑性及变形抗力的影响
金属组织决定于组成金属的化学成分,其主要元素的晶格类别,杂质的性质、数量及分布情况。组成元素越少,塑性越好。例如纯铁具有很高的塑性。碳在铁中呈固熔体,也具有很好的塑性,而呈化合物,则塑性就降低。如化合物Fe3C实际上是很脆的。一般在钢中,其他元素成分的增加也会降低钢的塑性。
随着钢中含碳量的增加,钢的抗力指标(σb、σp、σs唧、以等)均增高,而塑性指标(ε、φ等)均降低。在冷变形时,钢中含碳量每增加0.1%,其强度极限σs大约增加6~8 kg/mm2。
硫在钢中以硫化铁、硫化锰存在。硫化铁具有肺性σ硫化锰在压力加工过程中变成丝状得到拉长,因而使在与纤维垂直的横向上的机械指数降低。所以硫在钢中是有害的杂质,含量愈少愈好。
b.冷变形硬化对金属塑性及变形抗力的影响
金属经过冷塑性变形,引起其机械性能、物理性能及化学性能的改变。随着变形程度的增加.所有的强度指标(弹性极限、比例极限、流动极限及强度极限)都有所提高,硬度亦有所提高;塑性指标(伸长率、断面收缩率及冲击韧性)则有所降低;电阻增加;抗腐蚀性及导热性能降低,并改变了金属的磁性等,在塑性变形中,金属的这些性质变化的总和称作冷变形硬化,简称硬化。
c.附加应力及残余应力的影响
在变形金属中应力分布是不均匀的,在应力分布较多的地方希望获得较大的变形,在应力分布较少的地方希望获得较小的变形。由于承受变形金属本身的完整性,就在其内部产生相互平衡的内力,即所谓附加应力。当变形终止后,这些彼此平衡的应力便存在于变形体内部,构成残余应力,影响以后变形工序中变形金属的塑性和变形抗力。
②提高金属塑性及降低变形抗力的工艺措施
针对影响金属塑性及变形抗力的主要因素,结合生产实际,采取有效的工艺措施,是完全可以提高金属塑性及降低其变形抗力的,生产中,常采取的工艺措施有:
a.坯料状况
冷镦用原材料,除了要求化学成分、组织均匀,不要有金属夹杂等以外,一般还要求对原材料进行软化退火处理.以便消除金属轧制时残留在金属内部的残余应力,使组织均匀,降低硬度(要求冷镦前金属的硬度≤80 HRB)。对中碳钢,合金钢一般采取球化退火,目的是除消除应力、使组织均匀外.还可改善金属的冷变形塑性。
b.提高模具光滑度及改善金属表面润滑条件
这两项措施都是为了降低变形体与模具工作表面的摩擦力,尽可能降低变形中由于摩擦而产生的拉应力。
c.选择合适的变形规范
在冷镦(挤)工艺中,一次就镦击成型的产品很少,一般都要经过两次及两次以上的镦击。因此必须做到每次变形量的合理分配,这不仅有利于充分利用金属的冷变形塑性,也有利于金属的成形。如生产中采用冷镦、冷挤复合成形,螺栓的两次缩径,螺母的大料小变形等。
(2)冷镦、冷压
在室温状态下,将坯料置于自动冷镦机或压力机的模具中,对模具施加压力,利用上、下模的相对运动,使坯件在模腔里变形,高度缩小,横截面增大,这样的压力加工方法,对自动冷镦机而言叫冷镦,对压力机而言叫冷压。
实际生产中,紧固件冷成型工艺,在冷镦的过程中,常常伴随挤压的方式。因此,单就紧固件产品的冷镦工艺.实际是既有冷镦,也有挤压的一种复合工艺的加工方法。
1)冷镦(挤)的变形方式
①冲裁。使坯件的一部分与主体分割开。如线材的切断、螺母的冲孔、六角头头部切边等。
②镦粗。使坯件高度缩小、横截面增大的加工方法,如螺母的镦球、螺栓头部成镦、精镦等。
③正挤压。坯件在冷镦压中.在下模中变形时,金属的流动方向与上模的运动方向一致。冷镦螺栓、圆柱头内六角螺钉时的粗杆缩径就是一种正挤压。
④反挤压。坯件在变形中,金属的流动方向与上模的运动方向相反。圆柱头内六角螺钉头部成型就属反挤压。
⑤复合挤压。坯件在变形中,金属的流动方向一部分与上模的运动方向相同,一部分又相反,即变形中既存在正挤压,也存在反挤压。如圆柱头内六角螺钉在同一工位变形中既有杆部缩径(正挤压)又有头部成型(反挤压)。
2)冷镦(挤)变形程度
①变形程度
变形程度是指坯料被镦锻部分的长度在镦锻终了的压缩量与原始高度的比值,或者坯料截面积在镦锻终了截面积的增加量与原始横截面积的比值。
②变形程度的表示方法
a.第一种方法用镦锻比(S)表示,见式(34—12)和图34—21。


式中:ho——被镦锻部分的原始高度;
do——被镦锻部分的原始直径。
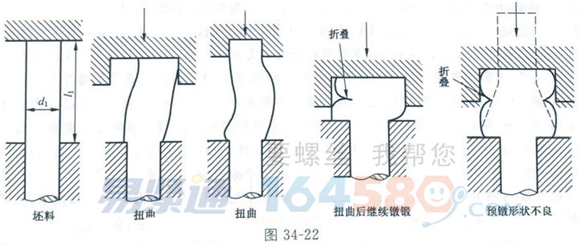
镦锻比可以确定镦锻的难易,镦锻比愈小,变形量愈小,变形更容易;镦锻比愈大,变形愈难,金属纤维流动不规则,有的纤维被折曲,形成纵向弯曲、折叠现象,见图34—22。
b.第二种方法用镦锻率(e)表示,见式(34—13)和式(34—14)。

式中:ho、Fo——镦锻前头部材料的原始高度、横截面面积;
h、F——镦锻后工件的高度、横截面面积。
③许用变形程度
当冷镦变形程度超过金属本身的变形限度时,变形的工件侧面会出现裂纹.造成不良品,其模具使用强度也会受到影响,降低使用寿命,严重时可使模具开裂而损坏。 金属的许用变形程度与金属本身的塑性有关,塑性好的金属,其许用变形程度要高于塑性较差的金属。碳钢的含碳量愈高,它的塑性愈低,许用变形程度也会愈小。
④考虑工件的表面粗糙度要求及外部几何形状的复杂程度
如半圆头、圆柱头等形状的机螺钉,虽然头部所需坯料的h。/do值一般都小于2.5,但为了头部在变形中能充满,达到标准要求.一般都采用2次镦击。预镦锥形头部为精镦头部成形创造良好的金属流动条件。又如用大直径小变形的线材镦制螺母,采用线材直径为0.9s(s为六角螺母对边尺寸),一般产品的变形程度为25%左右,但由于六角螺母形状比较复杂,镦制中变形方式较多,它既有冷镦又有复合挤压和冲孔,为了有利于变形中金属流动,因此选用3~4次镦击成型。
值得强调的是:不是对所有形状比较复杂的产品都靠增加镦锻次数来解决。往往有的产品,镦锻次数增加了,在第一次、第二次镦锻中很容易成形,但由于冷作硬化的原因,使产品在以后的镦锻中难以进行。表现在工件在镦锻中出现开裂或者损坏模具。解决这类问题的关键在于减少变形量,增加钢材的塑性,采取更加有效的润滑。螺栓、螺钉在冷镦工艺中选用大直径线材、小变形工艺。一般线材直径与螺钉螺纹直径D相接近,用一次或两次杆部缩径达到螺坯尺寸。对中碳钢、合金钢而言,在材料改制中用球化退火来改善钢材的冷镦塑性,用磷化、皂化处理来保证钢材的表面润滑,使之变形中尽可能减少摩擦。另外在模具上增加强韧性,使它在承受复杂的变形时有刚性,又有足够的韧性和耐磨性。
3)冷镦工艺中力的计算方法
①冷镦力
冷镦力是确定工艺参数、设计模具、设计冷镦机和专用设备选型的主要依据。
决定冷镦力大小的因素较多-主要有以下几个方面:
a.金属的机械性能
冷镦力随材料强度、硬度的增加而增加。
b.工件形状、变形程度
冷镦力随工件变形量的增加而增加。
c.摩擦
由于模具和工件间的接触面有摩擦力,不同程度地改变了作用力的方向和大小,从而产生对冷镦力的影响。
d.工模具形状
工模具形状的不同,造成金属在各方向流动阻力的差异,从而影响冷镦力。
②冷镦力的计算方法
常用的冷镦力的计算公式有:
a.经验公式((34—15)

式中:F——工件镦锻终止时的投影面积mm2;
K——头部形状复杂系数。对六角头螺栓,一般选K=2.0~2.4;
考虑冷作硬化后的变形阻力σt ,可由式(34-16)计算:

式中:σb——钢材抗拉强度极限,kg/mm2;
Fo——镦锻前坯料断面积,mm2;
F——冷镦工件杆部断面积mm2,冷镦螺母取相应的坯件的投影面积mm2。
b.切边顶料力(见式34-17)
![]()
式中:PT——切边枯料力,N;
P——切边力,N;
Kt——系数;
头部高度<5mm,Kt=0.1~0.12
头部高度≤5mm,Kt=0.12~0.15
4)冷镦工艺中工序、工位变形形状的分析
紧固件产品的冷镦(压),由压力机、自动冷镦机来完成。分序冷压、单工位、多工位冷镦中,上序或上工位镦(压)的半成品形状,直接影响着下序或下一工位的成形。因此,在合理分配变形比的基础上如何确定正确的变形形状,对以后的变形以及产品质量都有着直接影响。
①杆状紧固件的冷镦(压)工艺
杆状紧固件冷镦(压)grim,应考虑各工序(工位)的有关参数。主要参数有镦锻比,Lo、do分别为毛坯镦锻部分的原始长度和原始直径;D、H分别表示镦锻后工件的直径和高度,参见图34—21。
Lo/do,主要用来衡量毛坯镦粗变形的纵向稳定性,即毛坯镦粗部分在镦粗时的抗纵向弯曲能力。Lo/do的值越小,越有利于头部的镦锻成形;Lo/do的值过大时,毛坯镦锻部分产生纵向弯曲。影响坯件镦粗变形的纵向稳定性除Lo/do以外,还有其他因素。无论是自动冷镦机,还是切料机,无论是刀板切料,还是套筒刀切料,坯件的切断面都不能与其轴心线垂直,应有一个o~5。的倾斜。这样在冷镦(压)时,初冲对坯件的着力点不在中心,而会出现偏心,使坯件受力不均,从而产生变形不均,导致头部成形时因纵向弯曲而出现折迭。对于切断面倾斜角小的,变形中产生的纵向弯曲不明显,不至于达到影响头部质量的程度。在冷镦(压)工艺中,在切断以后,安排一个坯件整形,其主要目的就在于此。
此外,初冲型腔的底端是对坯件施加镦锻力的传递面,如果中心偏移,合力的作用中心势必产生偏移,同样道理,也是影响产生纵向弯曲的因素。在初冲中采取带弹簧的顶杆,就可缓解这种影响。其他如机床的运行精度、操作者对工装安装调整水平也对初冲成形有影响。
为了在初冲变形中改变坯件的稳定性,尤其对于低碳钢这类切断性较差的钢种,为增加坯件在变形中的稳定性,在初冲小端工作型腔中,除了锥形外,还要有高为1.5~2 mm的圆柱形型腔,见图34—23。

据经验,当Lo/do≤2.3时,只需要1次镦锻就可成型,不会出现纵向弯曲;当Lo/do≤4.5时,要经过2次镦锻完成头部成型;当Ln/do≤8时,则要通过3次镦锻完成头部成型。总之,Lo/do的值愈大,需要镦锻的次数愈多。对于中碳钢、合金钢而言,由于镦锻带来的冷作硬化.使以后的变形工序难以进行,这时需要将连续冷镦(压)改成分序冷压,在工序间的半成品经过软化退火处理,使半成品
硬度降低,并去除工序变形中产生的内应力。
②机器螺钉初镦形状的确定
机器螺钉种类很多,主要区别于头部的几何形状。总的来说,机器螺钉头部成形的镦锻比值比较小,比较容易镦锻。对于简单头形的机器螺钉,单击冷镦生产的工件,如图34—24所示,可采用1次镦锻。但是,不少品种的机器螺钉,头部槽型比较复杂,如十字槽型等,头部成形则需要2次及以上的镦制。要按标准镦制符合槽型要求的产品,初冲的造型起着决定性的作用。

在精镦头部成形时,同时对槽型产生镦挤,这时产品头部动充满头部大端以外,还会伴随槽型的挤压而有一个反受力方向流动的趋势,从而影响大端边缘金属的充满。尤其在槽型方向有明显“缺肉’’的现象。为了解决这个局部不充满的缺陷,将初冲的顶端做成圆弧形,对于平圆头十字槽螺钉的初冲,做成圆锥形的顶端,并带一个120°~150°的锥角体,见图34—25,其目的是为了减少变形中金属的反向流动,有利于头部大端的充满。

③内六角圆柱头螺钉初镦形状的确定
冷镦内六角圆柱头螺钉(头部镦锻比小于1.5),由于头部带较深的内六方孔,几何形状复杂,产品性能要求高,为8.8、10.9、12.9级,使用的钢材为中碳钢、合金钢,冷成形性能差,头部变形复杂,镦粗、正挤压、反挤压都有,因此,这类产品初冲成形,一般应经过初镦和第二次预镦。

